- Our Location
- MIDC Rabale, Navi Mumbai - 400701
- Call Our Support
- +91 88980 06654
- Email Us
- skyward.365@gmail.com
WHAT IS DEEP HOLE DRILLING ?
Deep hole drilling is a specialized machining process used to create holes with a high depth-to-diameter ratio. It involves drilling holes that are typically several times longer than their diameter. The process is employed in various industries, including aerospace, automotive, oil and gas, medical, and mold-making.
Deep hole drilling is performed using specific tools and techniques to achieve precise and accurate results. There are several methods for deep hole drilling, including BTA (Boring and Trepanning Association) drilling and ejector drilling. Each method has its advantages and is chosen based on factors such as hole diameter, depth, material being drilled, and desired tolerances.
BTA drilling uses a drill bit with a guide bushing and high-pressure coolant flowing between the tool and the workpiece. It is commonly used for larger hole diameters and is capable of producing holes with superior surface finish and straightness.
Ejector drilling employs a two-piece drill bit with an internal tube that evacuates chips, while high-pressure coolant is pumped through the tool. This method is known for its efficiency and ability to produce holes with good surface finish and accuracy.
Deep hole drilling is utilized for various applications, such as creating cooling channels in injection molds, manufacturing components for the oil and gas industry, producing medical implants, and fabricating parts for various machinery. It requires specialized machinery, tooling, and expertise to ensure the integrity and quality of the drilled holes.
WHERE IS IT USED ?
• BTA deep hole drilling is used for larger hole drilling, typically 20 – 200 mm [0.80 – 8.00 in] in diameter
• High-pressure coolant is introduced around the outside of the tool through the pressure head assembly
• Chips are discharged through the tool centre, through the drill tube and machine spindle
• BTA drilling typically performs 5-7 times faster than gun drilling, and requires higher power
• Additional extended diameters can be drilled on BTA machines with secondary deep hole operations, such as counter-boring.
Applications:
• Oil and Gas industry
• Automobile industry
• Aerospace industry
• Earth moving industry
• Hydraulic industry
CUTTING CONDITION AND CHIP FORMATION
Chip form in deep hole drilling.
Chip form plays a key role in BTA drilling while large-volume and high-pressure coolant do so as well. Because chips are removed through the tube with coolant, proper chip formation is essential for smooth and steady evacuation.
Chip size optimization
Generally, chip length should be 3 - 4 times its width, but tends to be longer with difficult-to-cut materials. In that case, chip evacuation will be improved by making chips thinner, usually by reducing the feed rate. Chip form variations according to different cutting speeds and feed rates are shown in Table below. To shorten chip sizes, either decrease the cutting speed or increase the feed rate
Chip formation
Chip formation is affected by multiple factors, such as workpiece material, chipbreaker geometry, cutting speed, feed, type of coolant and coolant temperature. Suitable chip formation depends on cutting operation but is controllable by changing the cutting conditions.
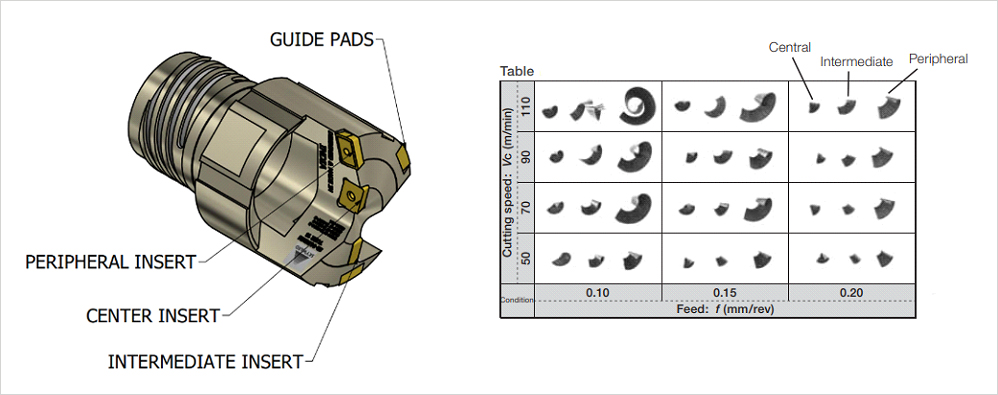
LEFT TO RIGHT THE ORDER IS AS FOLLOWS CENTRAL, INTERMEDIATE & PERIPHERAL CHIP
